HOME
HOME- Technical Index
- 射出成形技術Injection Molding Technology
Technical
- 射出成形技術Injection Molding Technology
- コーティング技術Coating Technology
- クリーンルーム成形&組立加工Molding & Assembly in a Cleanroom Environment
- メディカル・ヘルスケア向け製品の製造Manufacture of Parts for Medical & Healthcare Use
- 薄膜円筒シームレスベルトの製造Manufacture of Thin-film Cylindrical Seamless Belts
- 金属箔ラミネートフィルム/熱接着フィルムの製造Manufacture of Metal Foil Laminate Film / Thermal Adhesive Film
- カーボンナノチューブ樹脂製品の製造Manufacture of Carbon Nanotube Reinforced Plastic Parts
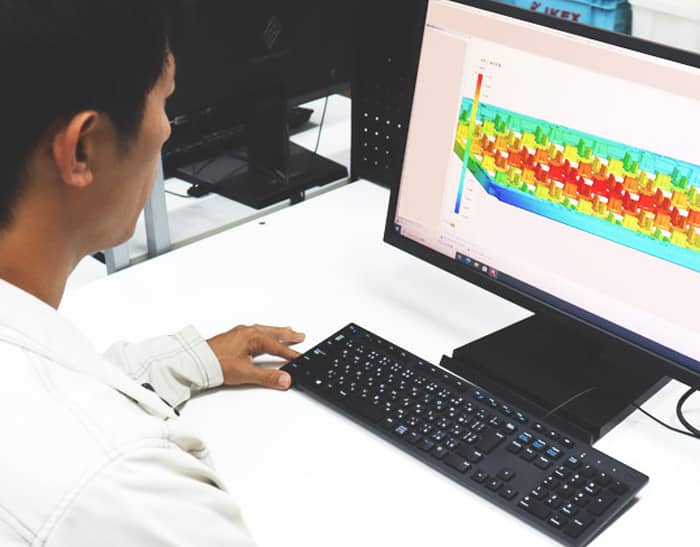
- CAEによる設計と解析Design & Analysis by CAE
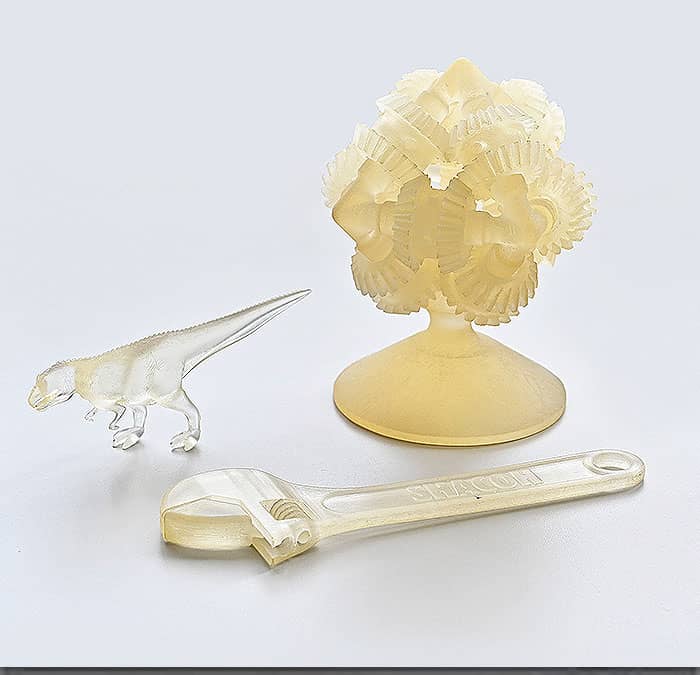
- 光造形品の提供Prototyping by SLA (Stereolithography Apparatus)
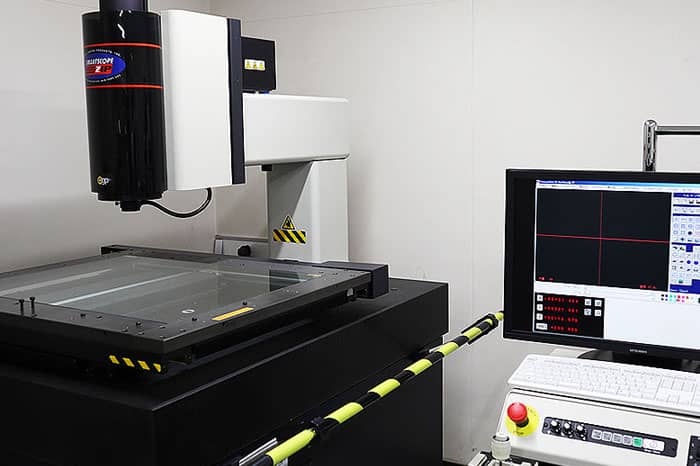
- 各種評価・検査Evaluations and Inspections
- 光学用紫外線硬化樹脂Raw Materials for Optical Products
- 超音波センサーUltrasonic Sensors
- スーパーエンプラの成形Molding & Processing Technilogy of Super Engineering Plastics
- 設備・機器Facilities & equipment
射出成形技術 Injection Molding Technology
当社は、多様の成形方法を保有しており、
お客様(自動車、電気製品、アミューズ分野など)の製品の
用途に合った最適な成形方法を選択することにより、
微細な精度、美しい仕上がりを実現することが可能となります。
We have a wide variety of molding methods, and by selecting the most suitable method for the application of our customers’ products (e.g., automobiles, electrical products, amusement field, etc.), we are able to achieve fine precision and beautiful finishes.
成形方法 Forming Method
ヒートアンドクール成形 Heat & Cool Molding
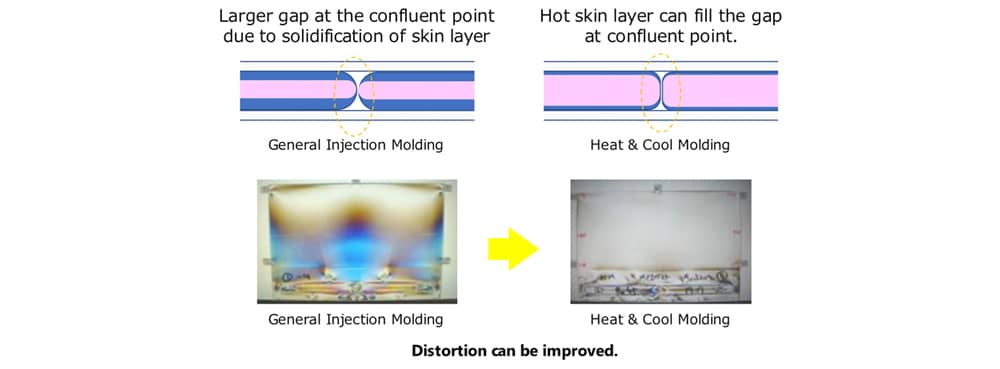
金型キャビティ表面温度を使用樹脂の熱変形温度付近まで加熱した後に樹脂を射出し、取出し可能温度域まで急冷却する成形法です。
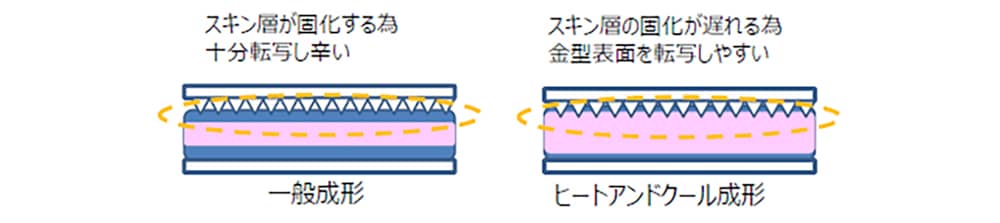
(1)射出時の金型表面温度が高いため、鏡面やシボ等の転写性が向上します。
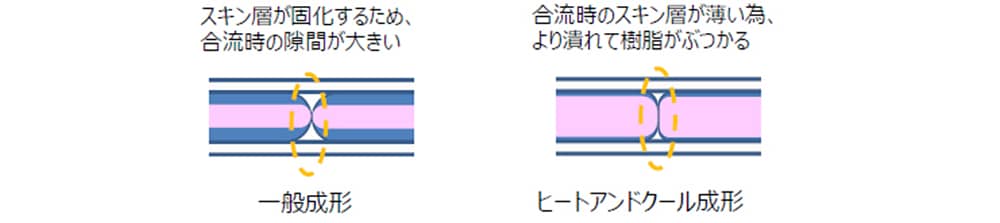
(2)スキン層の固化が遅れるため、一般成形と比べてウェルド強度が向上し、見えにくくなります。
This is a molding method in which the surface temperature of the mold cavity is heated to around the heat deformation temperature of the resin used, and then the resin is injected and rapidly cooled to the temperature range where it can be removed.
(1) Because the mold surface temperature is high, the transferability of the mirror surface and emboss etc. of the mold is improved.
(2) Due to the delayed solidification of the skin layer, the weld strength is improved compared to general molding, and the weld becomes less visible.
-

一般成形品(穴部周辺にウェルドライン有) General molding
(Weld lines can be seen around the hole) -
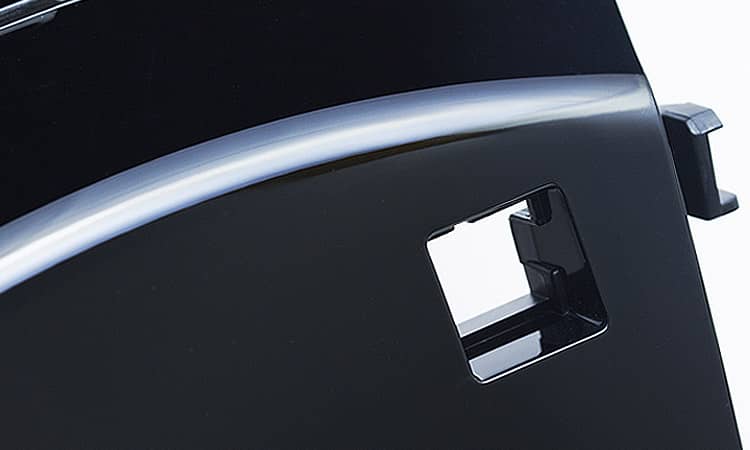
ヒートアンドクール成形品 Heat & Cool molding
成形の特長 Features
(1)一般成形の場合、金型温度が低いために、樹脂表面(スキン層)がすぐに固化してしまい、金型表面の転写性が悪くなるという問題があります。それに比較して、ヒートアンドクール成形は、金型表面温度が高いため、鏡面やシボ等の転写性が向上します。 1.Better transferability of mold surface (e.g. mirror polish, textures) because of higher mold surface temperature than general injection molding.

(2)スキン層の固化が遅れるため、一般成形と比べてウェルド強度が向上し、見えにくくなります。 2.Weld strength can be improved, and the weld-line is less visible because solidification of skin layer is slower than general injection molding.
成形プロセス Molding Process
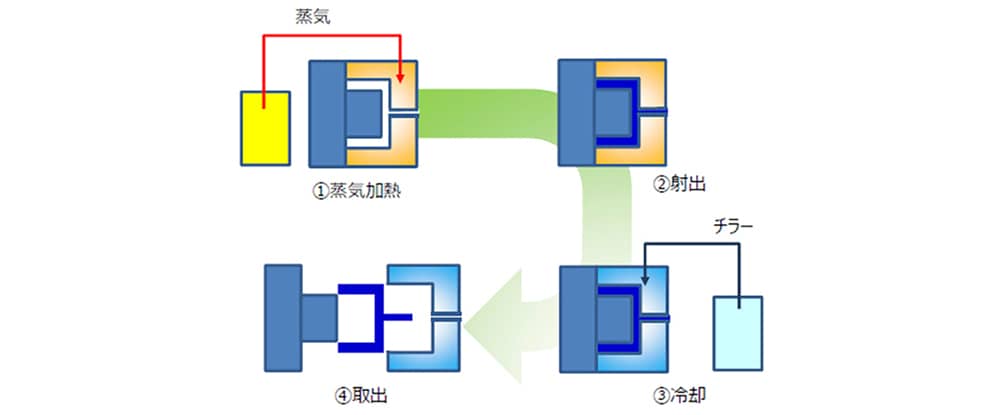
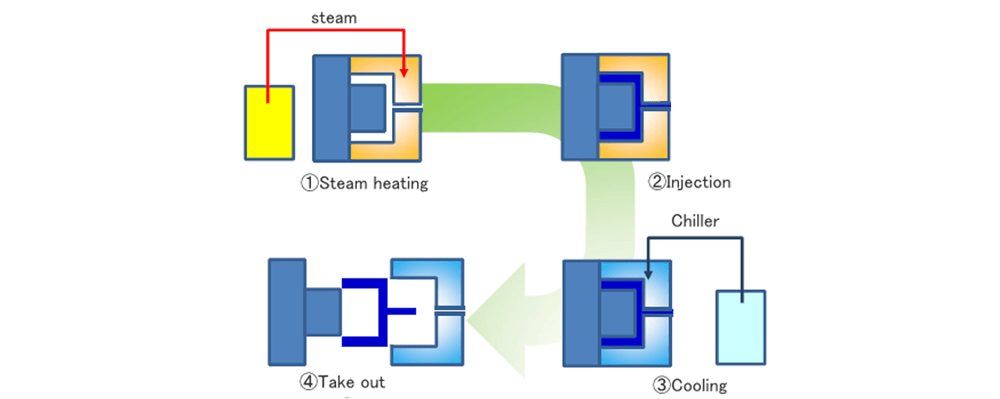
①蒸気で金型キャビティを適正温度まで急速加熱します。
②樹脂を金型内に射出します。
③チラーで金型キャビティを急速に冷却します。
④樹脂温度が十分に下がった後に製品取り出しを行います。
1. steam is used to rapidly heat the mold cavity to the appropriate temperature.
2. inject the resin into the mold.
3. chiller rapidly cools the mold cavity.
4. remove the product after the resin temperature has dropped sufficiently.
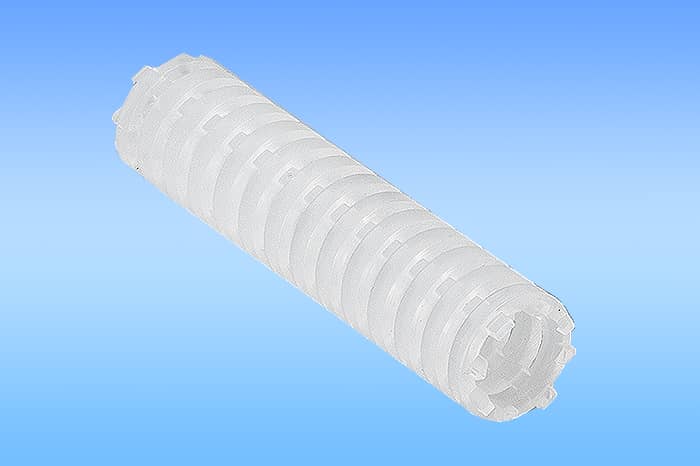
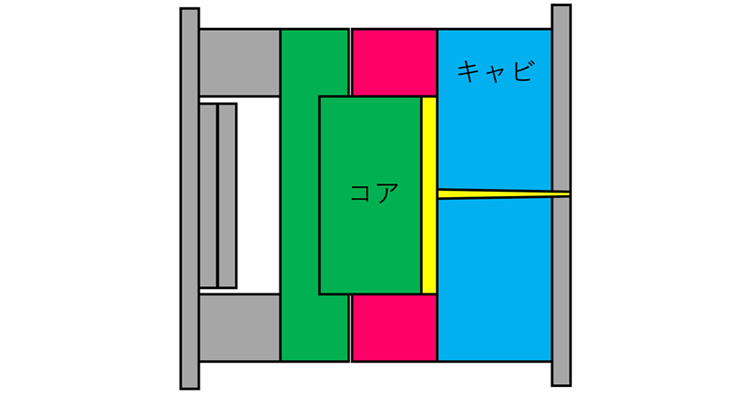
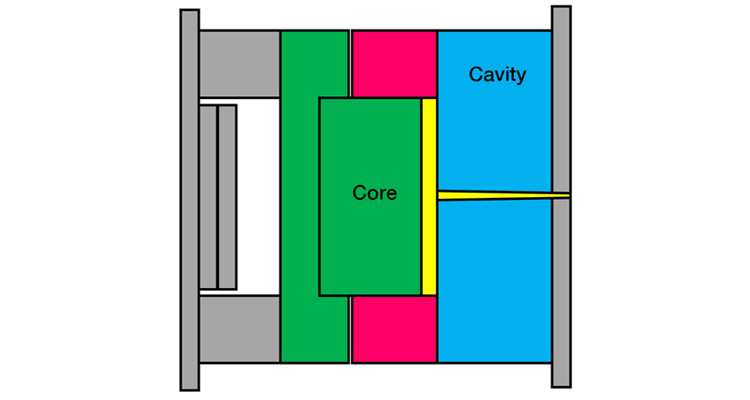
圧縮成形 Compression Molding
金型内の圧縮コアが微細に開いた状態で樹脂を充填していき、充填完了前後に圧縮コアにて設定肉厚まで圧縮する方法です。 Compression molding is a method of molding in which a melted material is placed into a slightly opened mold cavity. After filling up the material, the mold is then closed and compressed to reach a designated wall-thickness.
効果 Effect
・残留歪を低減(光学歪の改善により低リタデーションに貢献)します。
・ヒケを改善します。
·Reduces residual strain (realizes low retardation by optical strain)
·Improves sink marks
-
一般成形品のリタデーション Retardation – General injection molding
歪が大きく不均一です Largely distorted and non-uniform -
圧縮成形品のリタデーション Retardation – Compression molding
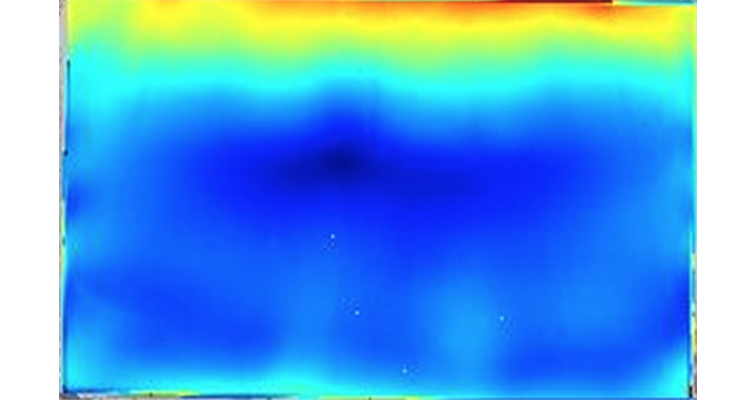
一般成形に比べて歪が少なく均一になります Distortion is improved.
-
①樹脂射出前 1)Before injection
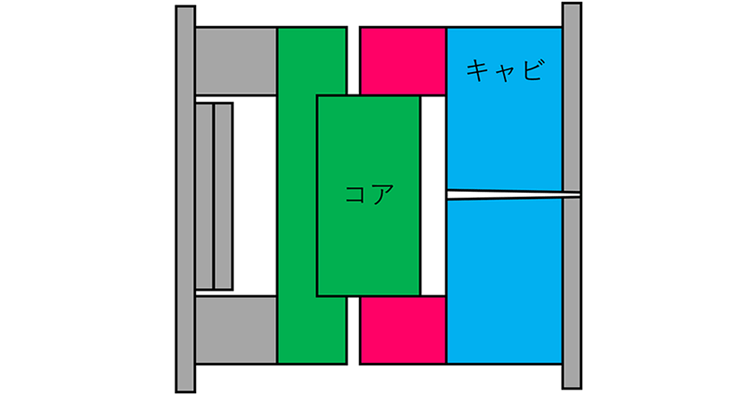

射出前に金型を僅かに開けておきます。 Keep the mold slightly opened. -
②樹脂射出 2)Injection
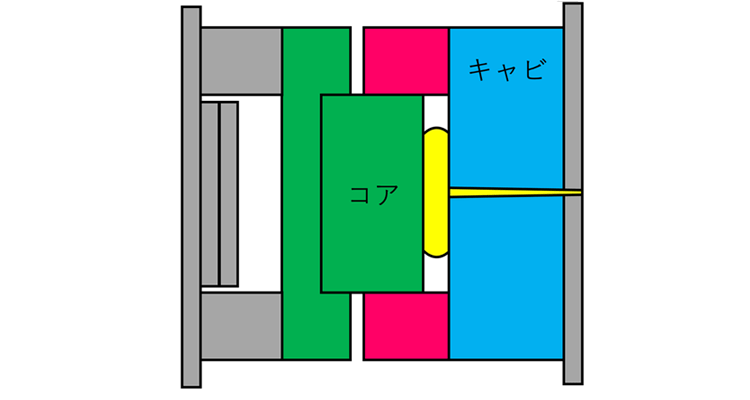
必要量の樹脂を充填します。 Distortion is improved.
-
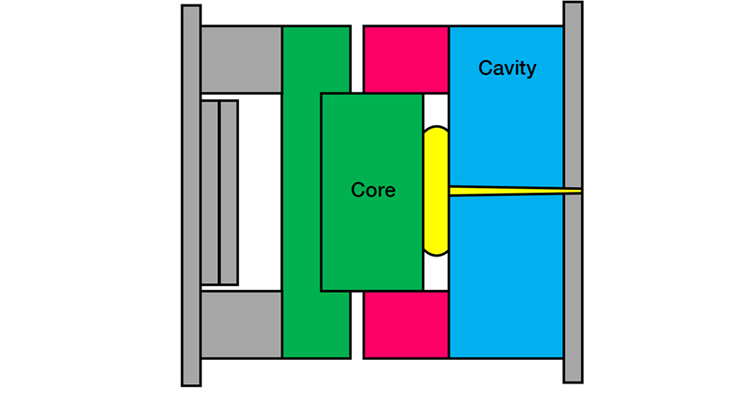
③圧縮型締 3)Compression
射出後、圧縮することで体積が変動(減少)し充填が完了します。 By compressing, polymers decrease in volume and filling process then completes. -
④冷却後取出 4)Cooling & Ejection
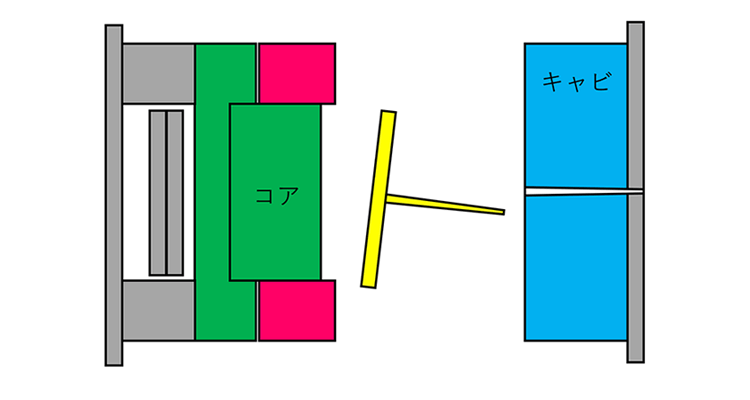
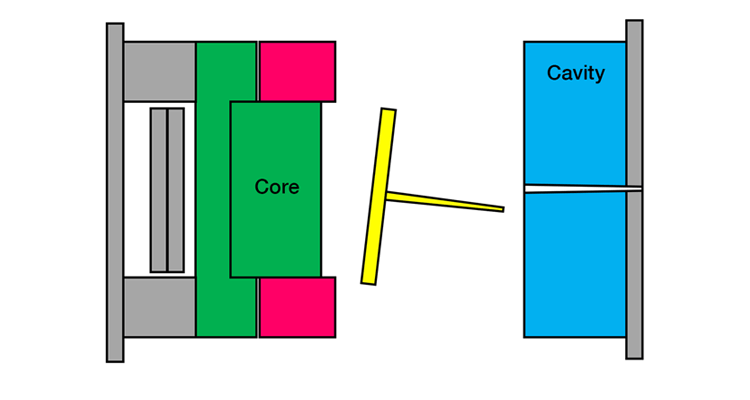
一般的な成形同様に冷却後に取出します。 After cooling, eject the molded part.
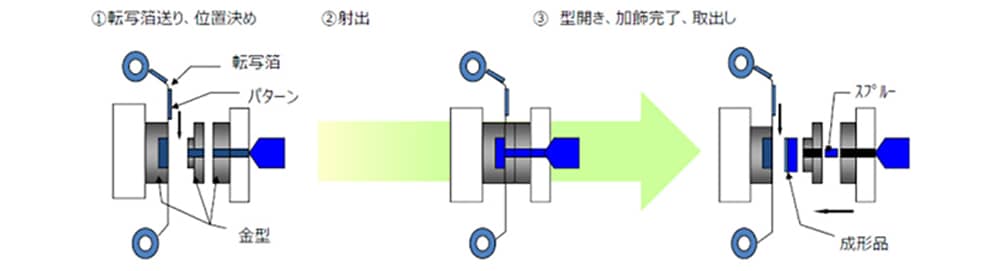
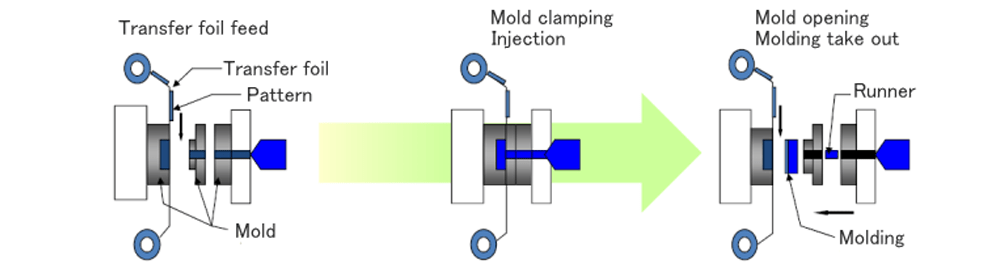
インモールド成形 In-mold
あらかじめ加飾されたフィルムを射出成⾦型内に挟み込み、射出成形することで、樹脂の熱等で加飾を樹脂に転写する成形法です。
印刷や⾦属蒸着,ハードコート等を組合わせる事が可能なため、一回の射出成形で多彩な加飾が実現できます。
This is a molding method in which a pre-decorated film is sandwiched between two injection molds and injection molded to transfer the decoration to the resin by the heat of the resin.
*The combination of printing, metal deposition, hard coating, etc. makes it possible to achieve a variety of decorations in a single injection molding.

成形プロセス Molding Process
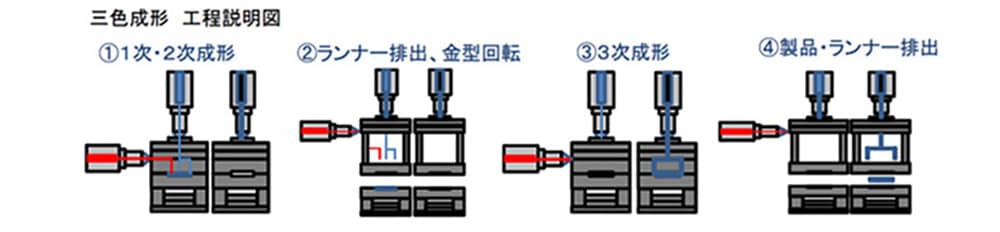
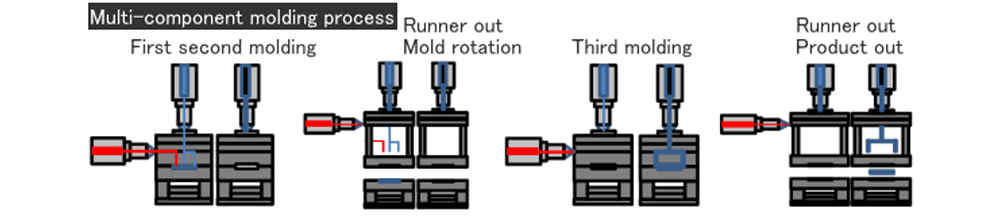
二色・多色成形 Multiple Color Injection Molding
従来複数部品で成立させていたデザインを、多色成形により複合化、少部品化することで工程を削減し、かつ設計自由度を高めることで多彩な加飾デザインを可能とします。
右の写真は、車載用メーターパネルの多色成形(三色成形)の実施例です。この部品は、1次・2次成形で、光が透過するメモリ部(透明樹脂と赤色樹脂)を同時成形して、3次成形でメモリを保持する本体をメッキグレード樹脂で成形しています。
従来なら、複数備品を組立、印刷でメモリ着色をするような複雑な工程部品を、一度の成形工程で、同様の機能を持ち、かつ、コンパクトな成形品を作ることが可能となります。
By combining multiple parts and reducing the number of parts through multi-color molding, we are able to reduce the number of processes and increase the degree of freedom in design, thereby enabling a wide variety of decorative designs.
*The photo on the right shows an example of multi-color molding (three-color molding) of an in-vehicle meter panel. The photo on the right shows an example of multi-color molding (three-color molding) of an in-vehicle meter panel. In this part, the memory part (transparent resin and red resin) that transmits light is molded simultaneously in the primary and secondary molding, and the body that holds the memory is molded in plating grade resin in the tertiary molding.
In the past, this would require the assembly of multiple fixtures and printing to color the memory, but now it is possible to create a compact molded product with the same functions in a single molding process.


成形プロセス Molding Process
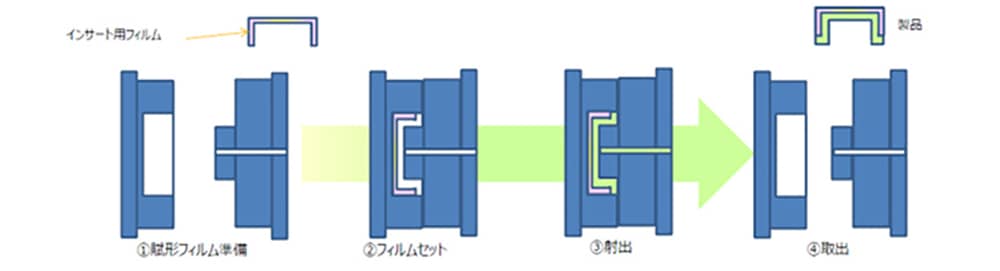
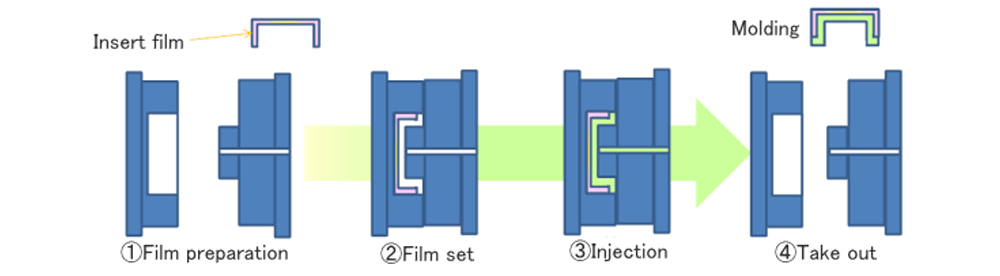
フィルムインサート成形 Film Insert Molding (IML)
機能を付与したフィルムや、予め印刷されたフィルムを金型内に設置して射出成形することで、フィルムと一体化させる成形法です。
・フィルムが最外層となるため、フィルム内側の印刷等の耐久性に優れます。
・インモールドでは対応できない深さのある形状に対しても加飾することが可能です。
This is a molding method in which a function-loaded film or a pre-printed film is placed in a mold and injection molded to integrate with the film.
*Since the film is the outermost layer, the durability of printing on the inside of the film is excellent.
*It is possible to decorate shapes with depths that cannot be handled by In-mold.
成形プロセス Molding Process
金属インサート成形 Metal Insert Molding
OA分野、モバイル分野、車載分野などの幅広い分野にて、金属インサート成形の実績がございます。
多軸ロボットでの自動インサートも積極的に取り入れ、QCDでお客様のニーズにお応えできる、生産体制を構築しております。
We have experience of metal insert molding for a wide range of business field, for example OA equipment, mobiles and automotive parts.
Our production system is capable of automatic insertion by multi-axis robots, which contributes a customer’s satisfaction in quality, cost and delivery.